

想知道人行道路护栏最近行情产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
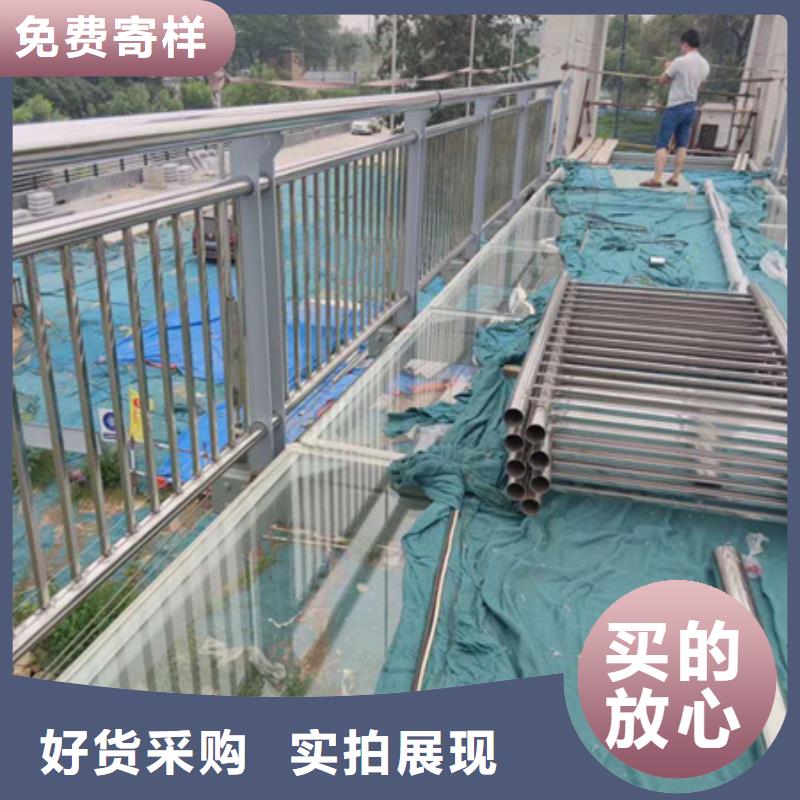
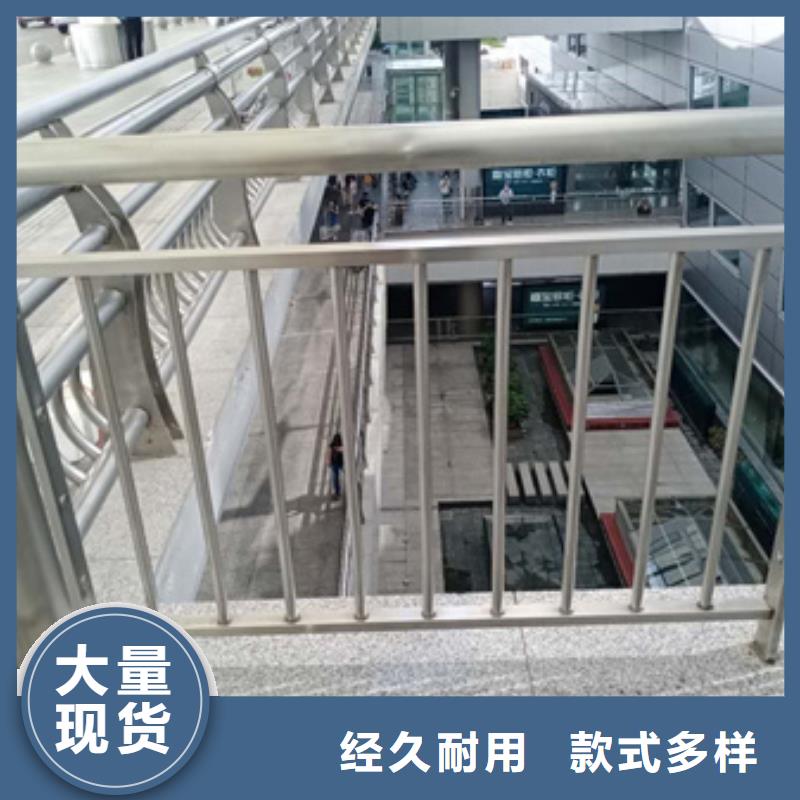
以下是:人行道路护栏最近行情的图文介绍



黔东南宏达友源金属制品有限公司本着守信誉的原则,不断创新,不断完善自己,在与客户长期合作过程中谒诚为客户所想,为客户所需为宗旨!我们公司专业技术人员能快速解答各项技术咨询,应对每个客户的需求,为您选择合适的 防撞护栏厂家、天桥栏杆厂家、不锈钢护栏厂家、桥梁防撞护栏厂家产品,为你节省不必要的浪费,提供合理,可靠的建议。对 防撞护栏厂家、天桥栏杆厂家、不锈钢护栏厂家、桥梁防撞护栏厂家产品质量,供货周期等的承诺,提供具体货品方案,提供专业咨询服务,提供切实的解决方案。

桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。


桥梁防撞护栏是一种重要地复合管护栏的类型,桥梁防撞护栏由于使用的效率是比较高的,使用的领域也是比较广泛的,因此的话市场需求量大.对于桥梁防撞护栏来说,现在很多的人根据自身地需求也是不断地来我们厂家进行加工和定制的,只要是您能够说出来尺寸以及主要的技术参数我们是可以给大家进行加工和定制的.对于常见地桥梁防撞护栏的加工我们也是给很多的人进行加工和制作过,经验也是比较丰富的,客户也是比较多的.桥梁防撞护栏企业想要传递什么样的“产品”理念,都需要在每一步的设计上做到与主题相吻合,给消费者一种从内而外的产品体验,而不是华而不实的浮夸感。桥梁防撞护栏半成品和加工好的桥梁防撞护栏成品都应该要有相应的保护措施,和那些安装公司要保持联系,确保在加工或者是安装的过程中,不能因为交叉性的施工造成了桥梁防撞护栏被损坏或者是划伤.在正常的桥梁防撞护栏工程项目中我们一般都会看到很多施工单位都在施工,如果没有一个沟通和交流的话,人家不一定会对比你的产品,所以造成了损伤谁都不知道是怎么回事.另外就是我们在质检人员方面也应该要多与安全人员联系和配合,保证到半成品和成品的使用中不会出现划伤的问题.还有一个比较重要的地方就是不要对桥梁防撞护栏进行敲打,因为这样很容易破坏不锈钢的结构,容易生锈.如果一定要敲打,那在敲打后要在表面进行清洁处理,这样可以防止桥梁防撞护栏生锈.时代主题会不断变化,行业应不断创新,紧跟时代步伐,才能在竞争激烈的市场内占领一席之地


